

A maioria dos compradores não “falha” emSprocessamento de chapa metálicaporque escolheram o material errado ou a fábrica errada. Os projetos geralmente falham na zona cinzenta: tolerâncias pouco claras, expectativas de superfície ausentes, notas de montagem incompletas e alterações de projeto em estágio final que forçam um fornecedor a adivinhar. Essas suposições se transformam em sucata, retrabalho, atrasos nas remessas e ligações de qualidade inadequada.
Este artigo detalha uma maneira repetível de comprar peças de chapa metálica com menos surpresas - abrangendo design para fabricação (DFM), escolhas de materiais e acabamentos, expectativas de inspeção e perguntas do fornecedor que realmente prevêem entrega no prazo e pronta para montagem. Você também encontrará um instantâneo de capacidade e uma matriz de pontuação que pode reutilizar durante a aquisição.

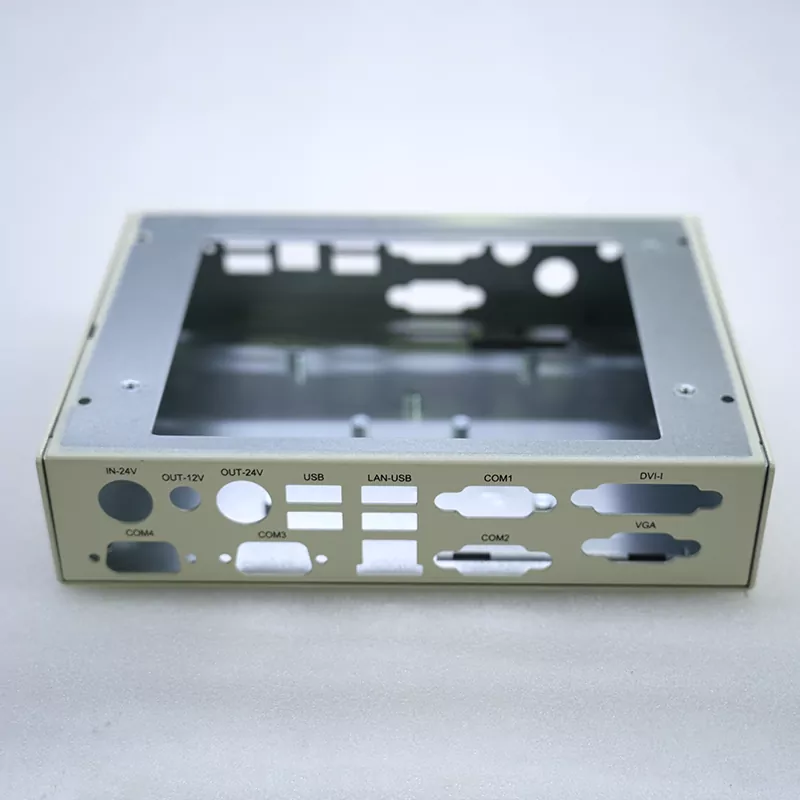
Se você adquiriu gabinetes, suportes, racks, gabinetes ou caixas, provavelmente já viu o mesmo padrão: o primeiro lote parece “quase certo”, mas a montagem se transforma em uma luta livre. EmProcessamento de chapa metálica, “quase certo” é caro – porque a peça pode estar dimensionalmente próxima, mas funcionalmente errada.
A boa notícia: você pode evitar a maior parte disso com um “pacote de especificações” melhor e um mapa de processos compartilhado. É para isso que servem as próximas seções.
Um pacote de RFQ forte realiza duas tarefas: permite cotações precisas e elimina suposições durante a produção. ParaProcessamento de chapa metálica, a “adivinhação” geralmente acontece em torno de dobras, furos, acabamento e montagem. Aqui está o que incluir para que seu fornecedor possa construir a peça que você pretendia – e não a peça que ele presumiu.
A escolha do material não envolve apenas custo – trata-se de corrosão, peso, rigidez, condutividade e aparência. Se você não especificar a classe claramente, o fornecedor poderá selecionar um equivalente que se comporte de maneira diferente sob dobra ou revestimento.
Dizer “revestimento em pó” é um começo, não um requisito. Adicione a aparência de “bom”: código de cores, textura, faixa de brilho, zonas de máscara, retoques permitidos e expectativas de riscos/manuseio. Se o seu produto estiver voltado para os clientes (painéis frontais, quiosques, caixas visíveis), especifiquezonas cosméticas.
Adicione uma linha curta no seu pacote de desenho:"Superfícies Classe A: face frontal e face superior. Sem riscos visíveis a 600 mm sob iluminação normal de escritório."Essa frase salva semanas.
Os compradores que obtêm resultados consistentes geralmente fazem uma coisa diferente: eles concordam com o fluxo de trabalho antes da primeira peça ser feita. Abaixo está um mapa de processo prático que você pode usar com qualquer fornecedor, incluindo equipes comoDongguan Xinyang Industrial Co., Ltd.ao adquirir racks, invólucros, caixas de distribuição ou peças fora do padrão personalizados.
A maior parte do risco dimensional entra aqui. O corte e a perfuração a laser definem as posições dos furos; a dobra define seu envelope final. Pergunte ao seu fornecedor como eles controlam a dedução de dobra e o retorno elástico para seu material e espessura específicos.
O acabamento pode alterar ligeiramente as dimensões e expor defeitos que você não percebeu no metal bruto. Planeje o mascaramento, os pontos de aterramento e a inspeção após o acabamento. A embalagem deve corresponder aos requisitos cosméticos (especialmente para superfícies Classe A).
A inspeção final deve fazer referência ao desenho 2D e aos critérios de aceitação acordados. Para as primeiras construções, um relatório de inspeção do primeiro artigo (FAI) reduz disputas e acelera a aprovação.
As tabelas de capacidade são úteis quando você as trata como um ponto de partida e não como uma garantia. Geometria, tamanho da peça, contagem de dobras e requisitos de acabamento podem mudar o que é realista. Ainda assim, ajuda ter uma base ao discutirProcessamento de chapa metálicarequisitos.
| Item | Faixa/nota típica | Por que é importante para os compradores |
|---|---|---|
| Espessura da folha | 0,8 mm – 6,0 mm | Impacta a rigidez, raios de curvatura, seleção de fixadores e durabilidade do acabamento. |
| Tamanho máximo de processamento | Até 2.500 mm × 1.250 mm | Afeta painéis de gabinete, racks, gabinetes e tampas grandes sem emenda. |
| Precisão de dobra | Cerca de ±0,2 mm (depende da geometria) | Crítico para alinhamento de portas, interfaces de vedação e ajuste de montagem. |
| Precisão do furo | Cerca de ±0,1 mm (depende do tipo de recurso) | Evita parafusos desalinhados, porcas de rebites e recortes de conectores. |
| Opções de superfície | Revestimento em pó, pintura, galvanoplastia, oxidação, serigrafia | Controla a resistência à corrosão e a aparência cosmética no mercado final. |
| Processos principais | Corte a laser, estampagem, dobra, soldagem, rebitagem | Define a complexidade alcançável, o rendimento e a estrutura de custo total. |
Dica: Se você precisar de tolerâncias mais restritas ou cosméticos exigentes, peça um “plano de processo” mais pontos de medição (não apenas um orçamento).
“Fazemos CQ” não é suficiente. Você quer saberondea qualidade é verificada,o quefica gravado ecomoquestões estão contidas. EmProcessamento de chapa metálica, a qualidade tem menos a ver com a detecção de defeitos no final e mais com a prevenção de desvios durante o corte, dobra e acabamento.
Se você gerencia compras no exterior, peça um pacote simples de qualidade: Relatório FAI (para o primeiro lote), principais registros de medição de dimensões, confirmação de acabamento (cor/textura) e fotos da embalagem. Isso geralmente é suficiente para evitar “já enviamos – surpresa!” momentos.
Quando os compradores dizem que “a chapa metálica é muito cara”, o problema muitas vezes não é o fornecedor, mas sim as escolhas de design e acabamento que criam ciclos lentos. Aqui estão as alavancas que você pode puxar sem sacrificar o desempenho.
Se você quiser consistenteProcessamento de chapa metálicaresultados, escolha fornecedores usando um sistema de pontuação repetível. Abaixo está uma matriz simples que você pode copiar em sua avaliação de RFQ.
| Categoria | Como é “bom” | Perguntas a serem feitas | Peso (exemplo) |
|---|---|---|---|
| Capacidade DFM | Sugestões proativas; identifica a pilha de tolerância e encerra os riscos antecipadamente | “Você pode retornar uma lista de notas do DFM com a cotação?” | 20% |
| Cobertura do processo | Corte + dobra + união + acabamento + opções de montagem | “Quais etapas são internas ou terceirizadas?” | 15% |
| Sistema de qualidade | FAI disponível; verificações em processo definidas; contenção clara de defeitos | “Qual é o seu processo FAI e formato típico de relatório de medição?” | 25% |
| Comunicação | Respostas rápidas e específicas; confirma suposições; compartilha fotos/registros | “Quem é o responsável pelas questões de engenharia e pelo tempo de resposta?” | 15% |
| Confiabilidade no prazo de entrega | Cronograma transparente; datas realistas; disciplina de embalagem | “Como você protege superfícies Classe A em trânsito?” | 15% |
| Estabilidade de custos | Direcionadores de custos claros; sugestões para reduzir o custo total | “Quais mudanças de design reduziriam custos sem prejudicar a função?” | 10% |
Se um fornecedor ganha apenas em preço, mas perde em DFM, qualidade e comunicação, muitas vezes você pagará a diferença em retrabalho e atrasos.
Envie um modelo 3D + desenho 2D, classe do material, espessura, especificação de acabamento (com critérios de aceitação), quantidade/previsão alvo, e notas para hardware/montagem/embalagem. Se uma superfície for cosmética, rotule-a. Se um recurso for crítico para funcionar, sinalize-o.
Identifique referências e interfaces críticas, evite restringir demais todas as dimensões e peça ao seu fornecedor para revisar o empilhamento de tolerâncias. Para molduras soldadas, solicite plano de fixação ou nota de sequência, além de pontos de medição após soldagem e após acabamento.
Depende do ambiente e das necessidades cosméticas. O revestimento em pó é popular pela durabilidade e aparência consistente, o revestimento pode atender às necessidades de condutividade, e a oxidação (anodização) é comum para a estética do alumínio. A chave é definir critérios de aceitação – cor, textura, máscara e zonas cosméticas – para que o acabamento seja mensurável.
Sim, começar com protótipos ou pequenos lotes é uma maneira inteligente de validar o ajuste, o acabamento e a montagem. Solicite um relatório FAI na primeira execução para que as aprovações sejam baseadas em evidências medidas.
Bloqueie seu controle de revisão de desenho, chegue a um acordo sobre um mapa de processo, exija confirmação de suposições antes da produção, e peça evidências fotográficas das principais etapas (dobra, ferragens, acabamento, embalagem). A comunicação estável geralmente é tão importante quanto a capacidade da máquina.
Se o seu próximo gabinete, rack, gabinete ou peça personalizada não puder oferecer surpresas, trateProcessamento de chapa metálicacomo um processo gerenciado – não uma mercadoria.
Você pode usar o scorecard acima, restringir seu pacote de RFQ e alinhar na inspeção e finalizar a aceitação antes que o primeiro corte seja feito. Equipes emDongguan Xinyang Industrial Co., Ltd.e fabricantes semelhantes normalmente agem mais rápido quando os compradores fornecem uma intenção funcional clara, zonas cosméticas e detalhes de montagem desde o primeiro dia.
Pronto para passar de “aspas primeiro” para “primeiro à direita”?Contate-noscom seus desenhos, quantidade desejada e requisitos de acabamento - e vamos transformar sua próxima construção em uma entrega tranquila e chata (da melhor maneira).











